Stiprinājumi pieder pie vispārīgām pamata daļām, ko parasti sauc arī par "standarta daļām".Dažiem stiprinājumiem ar augstu izturību un precizitāti virsmas apstrāde ir vēl svarīgāka par termisko apstrādi.Visu veidu stiprinājumi, ko izmanto daudzās mehāniskajās iekārtās, gandrīz visi ir jāsamontē pēc virsmas apstrādes, lai panāktu pretkoroziju, apdari, nodilumizturību, samazinātu berzes koeficientu un citus efektus, kā arī neorganiskā virsmas apstrāde elektrogalvanizācija un karstā cinkošana. katodaizsardzības pārklājuma tehnoloģija.
Tērauda stiprinājuma izstrādājumu elektrogalvanizācijas princips ir elektrolīzes izmantošana, viendabīga, blīva, labi kombinēta metāla vai sakausējuma nogulsnēšanas slāņa veidošana uz sagataves virsmas, pārklājuma slāņa veidošana uz tērauda virsmas, lai panākt tērauda korozijas procesa aizsardzību.Tāpēc elektrogalvanizēts pārklājums ir virziena kustība no pozitīvā elektroda uz negatīvo elektrodu, izmantojot strāvu.Elektrolītā esošais Zn2+ tiek veidots kodolā, audzē un potenciāla ietekmē nogulsnējas uz substrāta, veidojot cinkotu slāni.Šajā procesā nenotiek difūzijas process starp cinku un dzelzi.Mikroskopiski novērojot, tam jābūt tīram cinka slānim.Būtībā karsti cinkots dzelzs-cinka sakausējuma slānis un tīra cinka slānis, un cinkots tikai tīra cinka slāņa slānis, tāpēc ar dzelzs-cinka sakausējuma slāni no pārklājuma galvenokārt balstās uz pārklājuma metodes identifikāciju, kas piemērota cinkoti stiprinājumi, tērauda stieple, tērauda caurules un citi izstrādājumi.Pārklājuma noteikšanai izmanto metalogrāfisko metodi un XRD metodi, lai atšķirtu elektrogalvanizāciju un karsto cinkošanu un sniegtu norādījumus bojājumu analīzei.
Ir divas metodes, lai identificētu elektrogalvanizācijas un karstās cinkošanas pārklājumus.Viena no tām ir metalogrāfiskā metode: metalogrāfisko metodi neierobežo satura diapazons un parauga lielums, un tā ir piemērota visiem elektrogalvanizācijas un karstās cinkošanas izstrādājumiem.Otra ir rentgenstaru difrakcijas metode: piemērojama platuma skrūvēm un uzgriežņiem, kuru diametrs ir lielāks par 5 mm sešstūra plaknē;Ārējais diametrs ir lielāks par 8 mm tērauda caurules virsmas radiāna izstrādājumiem, lai nodrošinātu, ka paraugu var izgatavot līdz 5 mm × 5 mm virsmas plakanam paraugam un visu veidu pārklājuma izstrādājumiem.Var apstiprināt pārklājuma satura ≥5% fāzes kristāla struktūru.Paraugi ar ļoti biezām tīra cinka nogulsnēm nav piemēroti rentgenstaru difrakcijai.
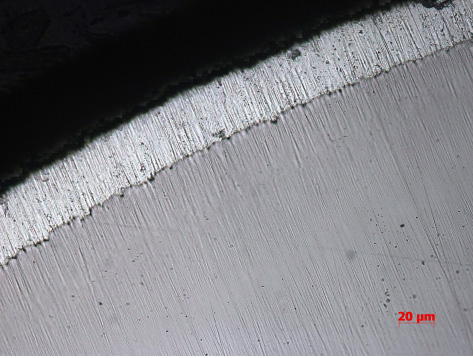
elektrogalvanizācija

karstās cinkošanas pārklājumi
Publicēšanas laiks: 15. septembris 2022